网站地图
网站地图 后台管理
后台管理


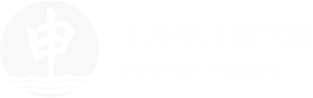
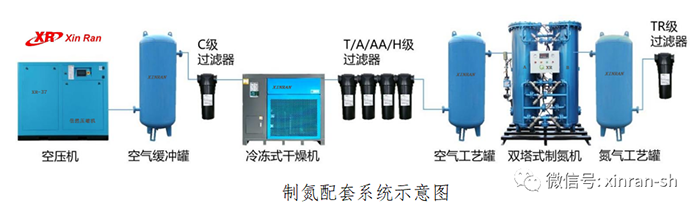
先搞明白:吸附式制氮机到底是怎么工作的
在说节能改造之前,我觉得有必要先聊聊吸附式制氮机的工作原理。这倒不是要讲什么高深的理论,而是因为只有弄清楚了它"吃电"的地方在哪里,改造才有方向。
简单说吧,吸附式制氮机核心靠的是两种东西:碳分子筛和空气压缩机。空气压缩机把空气压成高压气体,然后送进装满分子筛的吸附塔。分子筛有个神奇的本事——它能"挑食",氧气分子比较小,能钻进分子筛的孔隙里被留住;氮气分子比较大,钻不进去,就从另一头跑出来了。这样一来,出来的气体就是高纯度的氮气。
但问题在于,分子筛"吃饱"之后就得"吐出来",否则它就没法继续工作。所以设备会设置两个塔轮流工作:一个塔在吸附氧气的时候,另一个塔正在把之前吸进去的氧气"排"掉(这个过程叫再生)。再生需要减压,一开始很多设备是用放空的方式把压力卸掉,这里就有大量的压缩空气被浪费掉了。
我常常跟客户打比方说这就像什么呢——你有一台水泵,每抽上来一桶水,就得倒掉半桶,然后再抽下一桶。表面上看机器在运转,但效率其实只有一半左右。很多企业的制氮机就是这种情况,电费花了不少,真正变成产品的氮气却没多少。
节能改造到底改什么:三个主要方向
我们信然集团在做节能改造的时候,主要从三个方向入手。每个方向都有它的道理,也都有适用的场景。
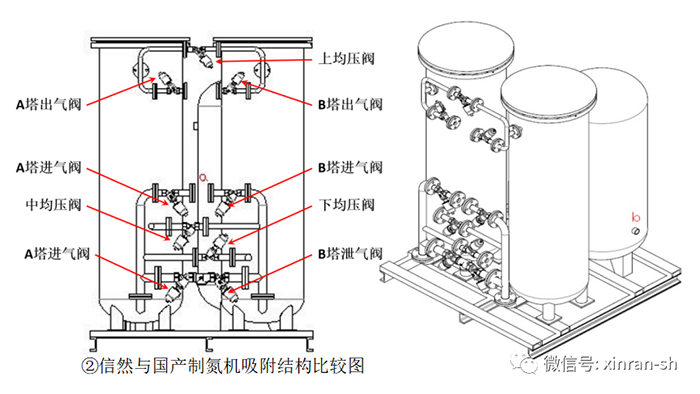
第一个方向:优化压缩空气系统
这是最基础也是最重要的一步。空气压缩机本身就是个耗电大户,一台200千瓦的压缩机,一天耗电三四千度是常事儿。我们首先要确保压缩机工作在最佳工况点,不要总是在空载或低负载状态下运转。
具体怎么做呢?主要是加装变频控制装置,让压缩机的转速能根据用气需求自动调节。以前是老式的那种"开-停"模式,用气量波动的时候压缩机要么全速运转,要么干脆休息,中间浪费很多。现在改成变频控制后,机器能"聪明"地根据需要调整出力,用电曲线就平滑多了。
另外就是压缩空气的后处理。从压缩机出来的空气带着不少水分和油分,这些东西如果不除干净,不仅会影响分子筛的寿命,还会增加吸附塔的负担。我们会帮客户升级干燥机和过滤器,让进入吸附塔的空气更"干净"、更干燥。
第二个方向:改进吸附塔的工作工艺
这部分改造涉及到制氮机最核心的环节。传统的吸附塔再生采用的是减压放空模式,也就是把塔内的高压气体直接排放到大气中。这部分气体的压力能就全部损失掉了,而且因为是直接排放,噪音也很大。
我们测试过多种改进方案,其中效果比较好的是余压回收技术。具体做法是在两个吸附塔之间建立连接,让再生塔可以利用吸附塔排出的高压气体进行初步降压,而不是直接放空。这样一来,每次再生过程能回收相当一部分压力能。
还有一个点是均压过程的优化。两个塔切换的时候,传统做法是直接连通,压力瞬间平衡。这个过程其实可以做得更精细,让压力变化更平缓,既保护分子筛,又能节省能量。
第三个方向:升级自动控制系统
很多老式制氮机的控制逻辑比较简单,基本上就是"到时间切换"。但实际生产中,用气量往往是有波动的——白天用得多,晚上用得少;旺季和淡季差别更大。如果设备不管这些,一直按照固定节律运转,能耗自然低不了。
我们现在会给客户加装智能控制系统,核心是实时监测用气量变化,然后动态调整吸附周期和切换时机。用气量大的时候,缩短吸附时间、提高产气速率;用气量小的时候,就让设备"悠着点",没必要拼命运转。这套系统还能和工厂的总控制系统联动,把制氮机的运行纳入整个生产流程的统一调度。
我们怎么做测试:方法和指标
光说不练假把式,任何改造效果都得用数据说话。我们信然集团在给客户做节能改造的时候,都会进行系统的测试和评估。这里我把测试的方法和主要指标跟大家分享一下。
测试周期和方法
我们一般会设置改造前基准期和改造后测试期,两个时期尽量保持一致的可比条件。基准期通常取两周以上,要记录设备在不同负荷状态下的运行数据。测试期同样是两周以上,而且要覆盖不同工况——高峰期、低谷期、正常期都要有。
数据采集主要靠两种方式:一是设备自带的运行参数监控,很多现代设备都有这个功能;二是外接的智能电表和流量计,能更准确地测量耗电量和产气量。我们会每小时记录一次数据,最后汇总分析。
核心评估指标
我们用的主要指标是单位能耗,也就是生产一立方米氮气消耗多少度电。这个指标最能反映设备的能效水平业内也常用"Nm³/kWh"这个单位来表示。
除了单位能耗,我们还会关注以下几个指标:
- 设备运行效率:在不同负荷率下的效率变化曲线
- 启停次数:频繁启停会大大增加能耗,这是个重要参考
- 分子筛消耗速度:节能改造如果损害了分子筛寿命,那就得不偿失了
- 设备可用率:改造会不会影响正常生产?这个必须考虑
顺便提一句,我们不建议客户只看"省了多少电费"这个数字。一方面不同地区电价不一样,另一方面改造投入也有成本。科学的做法是算投资回收期,也就是改造成本多长时间能通过省电赚回来。这个指标对我们双方都有参考价值。
实测数据:几个典型案例的对比
光讲方法可能还是有点抽象,我分享几个我们做过的实际案例,数据都是真实的,只是隐去客户信息。
案例一:江苏某化工企业
这是一家中型化工企业,原来用的是一台比较老的吸附式制氮机,额定产气量是200Nm³/h。我们去测试的时候发现,设备其实已经运行了七八年,性能下降得比较厉害。更关键的是,他们的用气波动很大——白天需要大量氮气用于保护气氛,晚上用量只有白天的三分之一,但设备还是24小时匀速运转。
我们给他们做了三件事:压缩机换成变频控制,吸附塔加装余压回收装置,然后整套系统接入智能控制单元。改造完成后测试了整整一个月,数据对比如下:
| 指标 | 改造前 | 改造后 | 变化幅度 |
| 单位能耗 | 0.58 kWh/Nm³ | 0.41 kWh/Nm³ | 下降29.3% |
| 夜间低负荷效率 | 0.62 kWh/Nm³ | 0.38 kWh/Nm³ | 下降38.7% |
| 日均耗电量 | 约2784度 | 约1968度 | 减少约816度 |
客户反馈说,最直观的感受就是晚上去车间的时候,制氮机不像以前那样嗡嗡叫个不停了,安静了不少。电费单下来之后,具体数字他没跟我说,但据说比以前少了将近三成。
案例二:广东某电子材料企业
这个客户的情况有点特殊。他们的产品对氮气纯度要求极高,必须达到99.999%以上,所以设备一直在高负荷运转。而且他们的生产线是连续性的,制氮机几乎不能停。我们接手的时候,设备已经经过两次节能改造,但效果都不太理想。
我们分析后发现,问题出在压缩空气的品质上。因为空气预处理不够达标,进入吸附塔的空气中水分和油分偏多,分子筛的中毒速度比较快。为了保证纯度,设备不得不缩短吸附周期、增加再生频率,这就导致能耗居高不下。
这次我们重点升级了空气预处理系统,换了更高精度的过滤器,还增加了一套冷干机单元。另外,因为客户对连续性要求很高,我们在控制系统上做了特殊设计,实现了在线维护——哪台设备需要检修,不需要停机,可以切换到备用单元继续供气。
改造后的效果验证花了些时间,因为要确保纯度指标不受影响。最终数据:
| 指标 | 改造前 | 改造后 | 变化幅度 |
| 单位能耗 | 0.72 kWh/Nm³ | 0.56 kWh/Nm³ | 下降22.2% |
| 分子筛更换周期 | 约18个月 | 约28个月 | |
| 设备故障停机次数 | 年均4次 | 年均0.5次 |
这个案例让我们也学习到不少东西。节能改造不能只看能耗数字,设备稳定性和维护成本同样重要。客户后来跟我说,虽然这次改造的投资比前两次都大,但算上减少的停机损失和延长的分子筛寿命,综合效益其实是最好的。
案例三:山东某金属焊接企业
这个案例我想特别提一下,因为客户的情况挺有代表性的。他们的制氮机用的是"一用一备"模式——两台设备轮流开,一台坏了另一台顶上。问题在于两台设备都比较老,效率差异也大,而且都没有什么自动调节能力。
我们实地勘察后,给出的建议可能出乎客户意料:不建议同时改造两台老设备,而是用一台高效的新设备替代两台老的。这个方案的投资比单纯改造要大,但长期来看更划算。
后来的实施也验证了我们的判断。新设备的单位能耗只有0.35 kWh/Nm³,比原来两台设备的平均效率提升了40%多。更重要的是,占地面积小了一半,噪音也低了很多,客户把原来放设备的那间小房子改成了仓库。
一些经验和心得
做了这么多项目,我总结了几点经验教训,跟大家分享。
首先,改造方案一定要因地制宜。没有放之四海而皆准的方案,必须根据客户的实际工况来设计。有的企业用电波动大,变频控制效果就好;有的企业用气品质要求高,预处理系统就得重点升级;还有的企业设备已经老旧不堪,不如直接换新的。我们信然集团在做方案之前,一定会派人去现场仔细调研,收集足够的数据再做判断。
其次,数据采集要细致。我见过一些改造项目,甲方乙方对能耗数据的理解不一样,最后验收的时候扯皮。为什么会这样?因为采集数据的方法、时段、计算方式可能都有差异。我们的做法是:改造前、改造后用同一套测量设备,同一个人记录,数据透明可查。这样大家心里都有数。
第三,要考虑系统的整体性。制氮机不是孤立工作的,它和整个工厂的气路系统、供电系统、甚至生产排班都有关系。有些改造在制氮机本身上效果明显,但放到整个工厂系统里看,反而可能不是最优的。我们现在做方案,都会把制氮机放在整个用气系统中去考虑。
还有一点想特别提醒:节能改造不是一锤子买卖,后期运维同样重要。再好的设备,如果不好好维护,性能也会慢慢下降。我们一般会建议客户建立定期巡检制度,监测关键参数的变化趋势,及早发现潜在问题。有些客户干脆和我们签了运维合同,把专业的事交给专业的人来做。
写在最后
说了这么多,我其实最想表达的是:吸附式制氮机的节能改造是一件"投入产出比"比较高的事情。只要方案做得合理,测试数据做扎实,效果一般都不错。
但我也知道,很多企业老板对这块不太懂,担心花了钱没效果,或者担心改造影响生产。这些担心都是合理的。我的建议是:先找专业的人做个评估,看看现有的设备还有没有改造价值,如果有,大概需要花多少钱、能看到多少效果。信然集团就很愿意做这件事,我们有经验、有数据、有案例,能给客户一个比较靠谱的判断。
如果你正好为厂里制氮机的电费发愁,不妨找个时间聊聊。说不定聊完之后,你会发现事情没想象中那么复杂,解决起来也没那么贵。